Az egyenáramú simítóreaktorgyártás területén a zóna az egyik fő alkotóeleme, és gyártási folyamatának szigorúsága közvetlenül összefügg a reaktor általános teljesítményével és stabilitásával. Különösen az alapgyártási folyamatban a zóna szélessége döntő paraméter, amely nemcsak a reaktor induktivitásának értékét befolyásolja, hanem közvetlenül befolyásolja az aktuális teherbíró képességét is, és ez a kulcsa annak biztosítására, hogy a reaktor megfelelően működjön. az előre meghatározott teljesítményt.
A zóna szélességét nem határozzák meg önkényesen, hanem a reaktor tervezési követelményei és teljesítménymutatói alapján határozzák meg, és pontos számítással határozzák meg. Ennek a számítási folyamatnak több tényezőt átfogóan figyelembe kell vennie, mint például a reaktor névleges áramára, működési frekvenciájára, induktivitására és hőelvezetésére vonatkozó követelmények, hogy a zónaszélesség megfeleljen a reaktor stabil működésének különböző munkakörülmények között. Ugyanakkor a magszélességnek meg kell egyeznie az általános tervezési tervvel, beleértve a tekercs tekercselési módját, az alap szerkezeti elrendezését stb., a legjobb teljesítmény elérése érdekében.
A mag rétegei közötti szoros illeszkedés és egyenletes eloszlás biztosítása, valamint a termék konzisztenciájának és stabilitásának javítása érdekében a magot általában precíziós gépekkel és berendezésekkel történő egymásra rakással és bélyegzéssel készítik. Ez az eljárás nemcsak a magméret pontosságát biztosítja, hanem rétegenkénti egymásra rakással szoros és stabil szerkezetet képez a mag belsejében. A halmozási folyamat során a gépberendezés automatikusan beállítja a lyukasztóerőt és a szöget az előre beállított programnak és paramétereknek megfelelően, hogy biztosítsa, hogy a mag minden rétege elérje az ideális illeszkedési hatást.
A zóna gyártási minősége közvetlenül meghatározza a reaktor induktivitásának értékét. Az induktivitás értéke a reaktor egyik fontos teljesítménymutatója, amely a reaktor váltakozó árammal szembeni ellenállását tükrözi. A magszélesség pontos szabályozása biztosíthatja, hogy az induktivitás értéke megfeleljen a tervezési követelményeknek, így az áramkörben az elvárt szűrési és feszültségstabilizáló szerepet tölti be. Ugyanakkor a zóna szoros illeszkedése és egyenletes eloszlása hozzájárul a reaktor áramterhelhetőségének javításához is, így nagy terhelés mellett is stabil teljesítményt tud fenntartani.
Emellett a zóna gyártási folyamata is befolyásolja a reaktor hőelvezetési teljesítményét. A reaktor működése során bizonyos mennyiségű hő keletkezik. Ha a zóna nincs szorosan vagy egyenetlenül oszlik el, az lokális hő felhalmozódást okozhat, ami befolyásolja a reaktor normál működését. A precíziós gépi halmozási és sajtolási eljárással készült vasmag hatékonyan javíthatja a reaktor hőelvezetési hatékonyságát és meghosszabbíthatja élettartamát.
A gyártási folyamat a DC simító reaktor a vasmag rendkívül precíz és összetett feladat. A vasmag szélességének pontos kiszámítása és illesztése, a precíziós gépi egymásra és sajtolási eljárás alkalmazása, valamint a vasmag előállításának a reaktor teljesítményére gyakorolt mélyreható hatása tükrözi ennek a folyamatnak a szigorát és fontosságát. Csak azáltal, hogy a vasmagos termelés minden láncszeme megfelel a szabványos követelményeknek, állítható elő kiváló teljesítményű és megbízható minőségű egyenáramú simítóreaktor, amely erős garanciát nyújt az energiarendszer stabil működésére és az energiafelhasználás hatékonyságának javítására.
 Nyelv
Nyelv 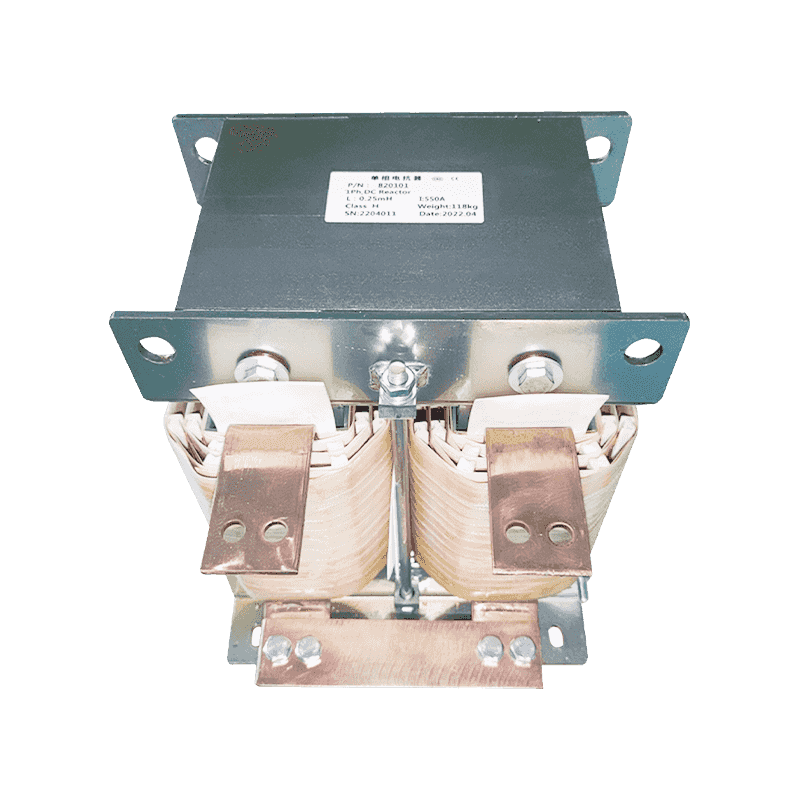











Lépjen kapcsolatba velünk